Fabrication additive Paris-Saclay
Objectif
L'objectif de FAPS est la création d'une plateforme de fabrication additive d'envergure internationale sur le campus Paris-Saclay. Ce projet permettra le contrôle des procédés, le développement de solutions de rupture, et contribuera au développement et à la dissémination de nouveaux processus de conception et de fabrication basés sur la fabrication additive. Divers laboratoires de l'Université Paris-Saclay travaillent d'ores et déjà sur ce procédé. Aussi le projet FAPS vise à mutualiser et compléter les plateformes expérimentales, fédérer les travaux et animer la communauté.
L'Initiative de Recherche Stratégique FAPS co-financée par l'Université Paris-Saclay a pour objectif de mettre à disposition une plateforme équipée d'une machine SLM ainsi que d'une cellule robotisée de fabrication additive et soustractive s'appuyant sur le procédé de dépôt de fil laser.
Ces équipements complètent ceux déjà disponibles tels que :
- la tour d'atomisation de l'ONERA ;
- le tomographe à rayons X de l'ENS Paris-Saclay ;
- deux équipements de l'Equipex MATMECA ;
- la machine 5 axes de projection de poudre de l'École Polytechnique et de l'ENSTA.


Machine LPBF FormUp 350
La machine est installée au LURPA de l'ENS Paris-Saclay dans un caisson « Flexcare » assurant la sécurité des opérateurs par le filtrage de l'air et en particulier des poudres métalliques. Voici ses caractéristiques principales :
- Volume de production : 350 x 350 x 350 mm
- 1 laser fibre Ytterbium 500W (1064 nm)
- Incertitude position spot sur plateau : ± 0,035 mm
- Précision dimensionnelle : ± 0,03 mm
- Vitesse de balayage : 10m/s maximum
- Plateau chauffant : 500°C
- Système de mise en couche bidirectionnel à rouleau
- Épaisseur de couche programmable : 0,02 mm à 0,1 mm
- Contrôle du taux d'oxygène par inertage à l'argon ou l'azote
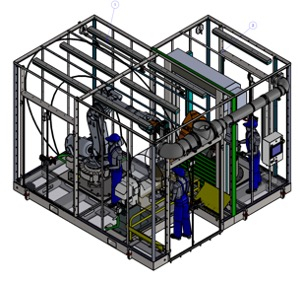
Cellule robotisée hybride additive/soustractive
La cellule est équipée de deux robots anthropomorphes 6 axes (ABB IRB 6640-185/2.8 et IRB 4600-45/2.05) ainsi qu'un positionneur 2 axes, soient 14 axes au total. La cellule met en œuvre :
Le procédé Wire Laser Additive Manufacturing
- Une tête de dépôt de fil « COAXwire », solution compacte pour la fusion laser de fil métallique, développée par le Fraunhofer IWS et commercialisée par la société CoaxWorks
- Un laser IPG YLS 4000-CT (fibre 4kW).
- Une cloche d'inertage, une caméra E-MAqS de contrôle du bain de fusion, dévidoir avec pré chauffage du fil.
- Programmation des trajectoires avec le logiciel ESPRIT TNG
Le procédé d'usinage robotisé
- Une électrobroche classique
- Electrobroche ES951 HSK F63 (Puissance 11 kW, 8.7 Nm, 24000 tr/min)
- Une broche d'usinage orbital (Precise France) permettant de minimiser les efforts d'usinage et donc les contraintes mécaniques sur les robots.
- Tête orbitale 4036 SycoTec (Vitesse orbitale : 200 à 2000 tr/min, 900 W, 10000 à 60000 tr/min)
- Programmation des trajectoires avec le logiciel TopSolid'Cam